Induction Heating and Dielectric Heating
Induction Heating and Dielectric Heating
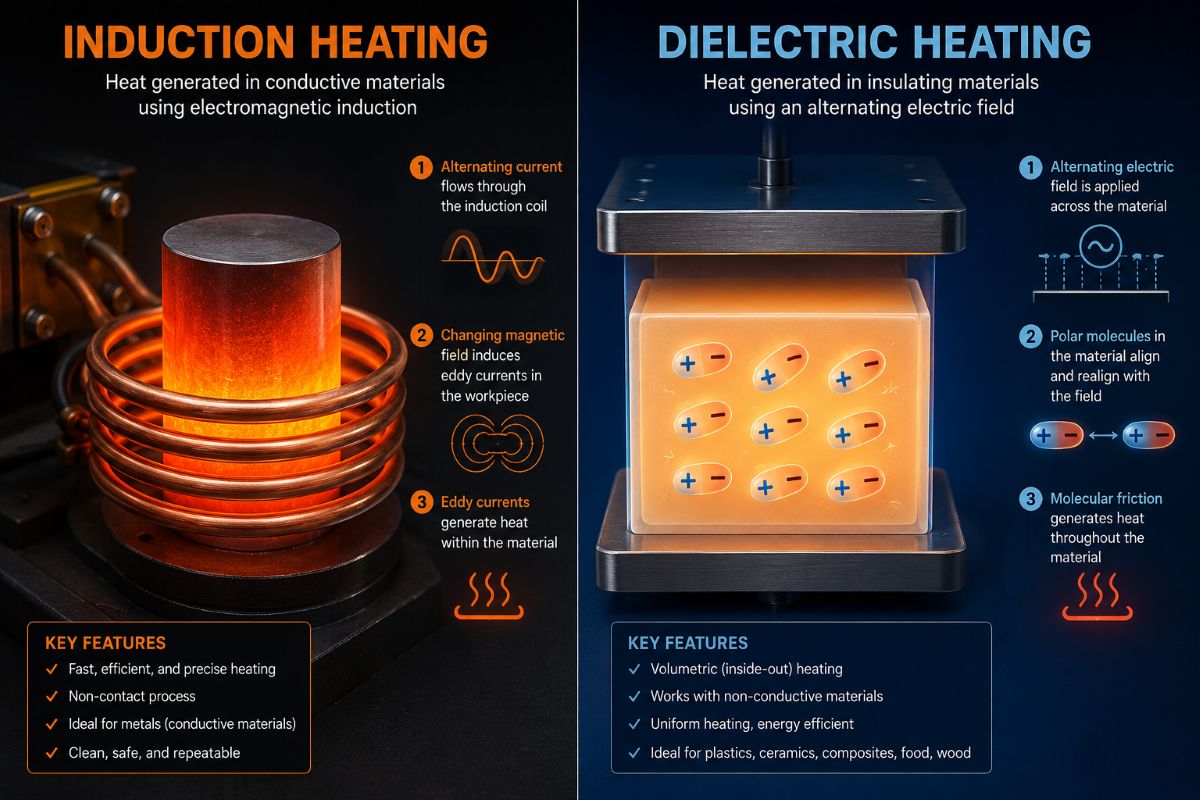
Heating in industry is not limited to furnaces, burners, or steam. Two highly effective electrical heating methods, induction heating for metals and dielectric heating for non-metals, are widely used when the process demands fast response, clean operation, and localized or volumetric heating. Induction heating works on electrically conductive materials, while dielectric heating is used for insulating or non-conducting materials that do not respond well to conventional current flow.
Induction heating is a non-contact method in which an alternating magnetic field produces eddy currents inside a metal workpiece, and the resistance of the metal to those currents generates heat according to Joule’s law. When the material is ferromagnetic, such as iron or some steels, magnetic hysteresis also contributes to the heat produced, especially at lower temperatures, where repeated magnetization and demagnetization consume energy. This combination makes induction heating one of the most efficient and controllable ways to heat metal parts in manufacturing.
Principles and Components of Induction Heating
The basic principle of induction heating is electromagnetic induction. A high-frequency alternating current flows through an induction coil and creates a rapidly changing magnetic field, and when a metal job is placed inside that field, eddy currents are induced within the workpiece itself. These induced currents circulate in the body of the metal and produce heat because the metal opposes their flow with its internal resistance.
In magnetic materials, the heating effect is stronger because hysteresis loss adds to the eddy-current loss. Every cycle of magnetization and demagnetization traces a hysteresis loop, and the energy represented by that loop is converted into heat inside the material. In non-magnetic conductive metals, heating still takes place, but it is mainly due to eddy currents rather than hysteresis.
A typical induction-heating system includes a high-frequency power supply, an induction coil or work coil, connecting leads, and the metal workpiece placed in the magnetic field. In classical descriptions of induction-heating equipment, the power source may be identified as a tuned-plate oscillator that generates the required high-frequency supply for the coil. In practice, the job itself becomes the site where heat is developed, so the method is clean, direct, and free from physical contact between the heater and the workpiece.
Advantages, Limitations, and Uses of Induction Heating
The major advantages of induction heating are speed, cleanliness, precision, and repeatability. It is a contactless process, so there is no contamination from flames, combustion gases, or direct heating elements, and the heat can be concentrated exactly where it is needed. Because the power input can be controlled accurately, induction heating is especially valuable in production lines where consistent metallurgical results are required from part to part.
Induction heating is also highly versatile in metalworking. It is widely used for hardening, annealing, brazing, soldering, preheating, post-heating, shrink fitting, and related manufacturing operations. Hardening uses controlled heating of the surface before quenching to improve surface wear resistance, annealing softens the metal and relieves internal stress, and brazing or soldering uses localized heating to melt a filler material without unnecessarily overheating the full assembly.
The method does have limitations. It is fundamentally suited to electrically conductive materials, so it is not the right choice for most non-metals or insulating products because induction heating depends on the induced current in the workpiece. It also requires a dedicated high-frequency power source and coil arrangement matched to the shape and size of the component, so the equipment can become specialized for each production task.
Among industrial applications, induction hardening is one of the most important because it improves the wear resistance of shafts, gears, pins, and machine components by heating only the required surface layer before quenching. Annealing is used for softening stainless steel parts, wires, and formed components so that they can be bent, pressed, or processed further without cracking. Brazing and soldering are equally significant because induction heating can join electronic parts, appliance components, automotive assemblies, and metal tubes with high speed and good control over the heat-affected zone.
Dielectric Heating for Non-Metallic Materials
Where induction heating is meant for conductive materials, dielectric heating is used for non-conducting materials. It raises the temperature of an insulating material by subjecting it to a high-frequency alternating electric field, and the heat is generated because the dielectric material experiences internal loss when its molecules repeatedly polarize and reorient with the changing field. In simple terms, dielectric heating depends on dielectric loss rather than current conduction through the material.
The work material is placed between two electrodes, and an external high-frequency electric field is applied across those electrodes. As the electric field reverses rapidly, the molecules and dipoles inside the insulating material try to align first in one direction and then in the other, and this repeated internal motion causes heat to develop throughout the body of the material. Because the heat is produced inside the material rather than only at the surface, dielectric heating is especially useful when uniform internal heating is required.
The main components of a dielectric-heating system are a high-frequency, high-voltage oscillator or RF power source, a pair of electrodes, the work-holding arrangement, and the dielectric material placed between the electrodes. Available descriptions note that dielectric heating commonly operates in the radio-frequency range, often around 10 to 30 MHz, with voltages that may exceed 20 kV depending on the application and machine design. The oscillator supplies the electrical energy, the electrodes create the electric field, and the dielectric workpiece absorbs that energy as heat because of its internal dielectric losses.
Applications of Dielectric Heating
Dielectric heating has become an important industrial method for heating, drying, curing, sealing, and sterilizing non-metal products. It is used for drying lumber, gypsum wallboard, and other fibrous materials, for heating thermosetting glues, and for rapid jelling or drying of foam rubber and related products. It is also widely used to preheat plastics before molding because this method can provide uniform heating that is difficult to achieve by ordinary external heating methods.
In food and medical fields, dielectric heating supports fast and controlled processing. It is used in food processing for cooking, defrosting, dehydrating, and post-harvest treatment, and it is also used for the sterilization of medical materials and instruments, where clean and controlled heating is essential. The same principle is the basis of microwave heating used in cooking, although industrial RF dielectric systems and domestic microwave systems differ in frequency range and equipment design.
Another important application is electronic sewing or sealing of plastic sheets. Materials such as raincoat films, flexible packaging layers, and other thermoplastic sheets can be joined by applying dielectric heat and mechanical pressure, producing a clean, sealed joint where conventional stitching or bonding may be unsuitable. Dielectric heating is also used in diathermy, where controlled RF heating is applied to body tissues for therapeutic purposes, showing that the technology extends beyond manufacturing into medical practice.
From an industrial viewpoint, dielectric heating offers the same broad benefits that make induction heating attractive in metal processing: speed, cleanliness, and process control. The difference is that dielectric heating solves the heating problem for non-metals, especially where conventional heating is too slow, too uneven, or unable to heat the inside of the material effectively. Together, induction heating and dielectric heating show how high-frequency electrical energy can be adapted to two very different classes of materials, one conductive and metallic, the other insulating and non-metallic, with each method delivering strong value in modern production systems.