Advanced Process Control
01 What Is Advanced Process Control?
04 DCS Interface & Architecture
02 Where Is APC Used?
05 Five Major Case Studies
03 How APC Works
06 Key Takeaways
01 —
What Is Advanced Process Control?
Advanced Process Control (APC) refers to a family of control strategies and software technologies that go beyond conventional single-loop PID (Proportional-Integral-Derivative) control to manage complex, multivariable industrial processes. While a basic PID controller adjusts one output based on one input, real industrial systems involve dozens of interacting variables — temperatures, pressures, flow rates, compositions — that influence each other simultaneously. APC was engineered to tame this complexity.
At its core, APC leverages mathematical models of a process to predict future behavior and proactively adjust control actions. Rather than reacting to a deviation after it occurs, APC anticipates disturbances, enforces operational constraints, and continuously steers the process toward its economic optimum. This predictive, model-based philosophy is what fundamentally separates APC from conventional regulatory control.
Core Definition
“APC is a layer of intelligent control software — typically built on Model Predictive Control (MPC) — that operates above the basic regulatory layer to optimize process performance, maximize throughput, and respect hard operational limits simultaneously.”
The most widely deployed form of APC is Model Predictive Control (MPC). MPC uses a dynamic process model — typically derived from step-response tests — to solve an optimization problem at each sampling interval, generating a sequence of future control moves. Only the first move is implemented, and the entire calculation repeats at the next sample. This “receding horizon” strategy handles multivariable interactions, process delays (dead time), and physical constraints in a unified, mathematically rigorous framework.
Other APC technologies include inferential controls (soft sensors), feedforward controls, override logic, and real-time optimization (RTO) layers that sit above MPC and provide economic set-point targets.
02 —
Where Is APC Used?
APC thrives wherever processes are multivariable, constrained, economically significant, and difficult to operate consistently by human operators alone. Its adoption spans virtually every capital-intensive industry on earth.
Oil & Gas Refining
Crude distillation units, fluid catalytic crackers (FCC), hydrotreaters, and reformers. APC optimizes product yields and energy consumption simultaneously — directly impacting refinery margins worth millions of dollars per day.
Petrochemicals
Ethylene crackers, polymerization reactors, and separation trains. Grade transitions are executed faster and more smoothly with APC, reducing off-spec production and costly transition time between product grades.
Power Generation
Coal, gas, and combined-cycle power plants use APC for boiler optimization, load-following, and emissions compliance. Heat rate optimization via APC can reduce fuel costs by 1–3% annually across a large station.
Pharmaceuticals
Batch reactors, lyophilizers, and bioreactors. FDA’s PAT initiative aligns perfectly with APC’s model-based philosophy, enabling real-time quality assurance and tighter control during drug manufacturing.
Cement & Mining
Rotary kilns, ball mills, and flotation circuits. These operations run 24/7 under harsh conditions, making consistent manual control impractical. APC stabilizes quality while minimizing energy-intensive firing and grinding cycles.
Pulp & Paper
Digesters, bleaching towers, and paper machines. APC coordinates pulping chemistry, sheet weight, and moisture content — variables that interact across timescales ranging from seconds to hours.
03 —
How APC Works
Understanding APC requires appreciating the three-layer control hierarchy that governs modern industrial plants. At the bottom sits the regulatory control layer — PID loops that directly actuate valves, drives, and heaters. Above this is the APC / supervisory layer, which sends optimal set-points to those PID loops. Above APC sits the Real-Time Optimization (RTO) layer, which uses rigorous steady-state models and current economics to compute ideal operating targets for the APC layer. Each layer operates at an appropriate timescale: seconds for regulatory, minutes for APC, and hours for RTO.
The MPC Algorithm — Step by Step
Process Identification & Model Building
Engineers conduct plant tests — typically bump tests or pseudo-random binary sequence (PRBS) tests — where manipulated variables are perturbed and the dynamic responses of controlled variables are recorded. These step-response data are used to build a linear dynamic model that captures the gain, time constant, and dead time for every input-output pair in the system.
Prediction Over the Horizon
At every execution cycle (typically every 1–5 minutes), the MPC uses its model to predict how all controlled variables (CVs) will evolve over a prediction horizon — e.g., the next 30–60 minutes — based on the current state of the process and planned future control moves from the manipulated variable (MV) set.
Constrained Optimization
The MPC solves a Quadratic Program (QP) — minimizing an objective function (e.g., deviation from targets, move suppression, economic cost) while satisfying hard and soft constraints on both manipulated variables and CVs. This produces the optimal sequence of future control moves across the entire horizon simultaneously.
Implement & Repeat
Only the first set of optimal moves is sent to the DCS as set-point changes to the underlying PID controllers. At the next sample time, fresh measurements are collected, the model is updated with bias correction, and the optimization is solved again — the “receding horizon” that gives MPC its robustness to disturbances and model mismatch.
Complementing MPC, inferential controls (soft sensors) use regression or neural-network models to estimate product quality variables — such as octane number or polymer melt index — that are difficult to measure continuously. These estimated values feed into the MPC as pseudo-measurements, extending its awareness to variables that no physical instrument can capture in real time.
04 —
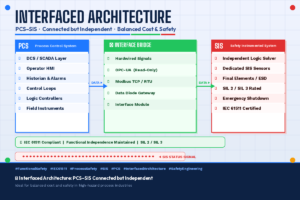
How APC Interfaces with Distributed Control Systems
The DCS is the nervous system of a process plant — it reads field instruments, executes PID loops, and sends commands to final control elements like control valves. APC does not replace the DCS; it supervises it. This distinction is crucial to understanding the full architecture.
Control Hierarchy Architecture
Communication standards are the glue between APC and DCS. The most universal is OPC (OLE for Process Control) — specifically OPC DA (Data Access) and OPC UA (Unified Architecture). OPC allows the APC server running software like Honeywell Profit Suite, AspenTech DMC3, or Yokogawa Exaquantum to read current process measurements and write set-point changes directly into DCS tags over the plant LAN. Many DCS vendors also offer native connectivity — Emerson DeltaV ships with APC modules that communicate via internal data highways without requiring a separate OPC server.
The APC application operates in supervisory set-point mode: it writes new set-points to PID controllers on the DCS, which then use their own integral action to drive process variables to those new targets. If the APC server fails or is taken offline for maintenance, the DCS simply continues holding the last set-points — plant safety is never compromised. A well-designed APC implementation includes automated “bump-less transfer” logic that gracefully switches PID loops between APC supervision and manual operator control without disturbing the process.
Data historians — such as AVEVA PI — serve as the bridge between real-time DCS data and the APC performance monitoring layer, archiving every process variable at high frequency so engineers can continuously track APC health metrics like controller availability, constraint utilization, and economic benefit captured.
05 —
Five Major Application Case Studies
CASE 01
Crude Distillation Unit — Gulf Coast Refinery
Industry: Oil Refining | Technology: MPC + RTO (AspenTech DMC+)
A major US Gulf Coast refinery implemented MPC on its 200,000 barrel-per-day crude distillation unit — the first and most critical step in crude oil processing. The CDU separates crude into multiple product streams (naphtha, kerosene, diesel, atmospheric gas oil) whose relative values fluctuate daily with market prices. The APC controller managed 22 manipulated variables and 35 controlled variables simultaneously, including preheat train outlet temperature, column top pressure, multiple draw temperatures, and stripping steam flows.
Results: The MPC application, integrated with an RTO updating product value targets every 4 hours, delivered a sustained economic benefit of approximately $8–12 million per year by maximizing high-value distillate yields and minimizing energy consumption. Variability in key product quality measurements was reduced by over 40%, allowing operators to run closer to specification limits without violating them — the classic “push to constraint” benefit of APC.
DCS Interface: OPC DA connection to Honeywell TDC 3000 DCS. APC server writes set-points to 22 PID controllers every 3 minutes.
CASE 02
Ethylene Cracker Grade Transitions — Middle East Petrochemical Complex
Industry: Petrochemicals | Technology: MPC (Yokogawa SMOC)
A world-scale ethylene complex in Saudi Arabia faced significant losses during product grade transitions in its high-density polyethylene (HDPE) reactor trains. Each grade transition — switching from one polymer specification to another — produced large quantities of off-grade product that had to be downgraded or reprocessed. The MPC application coordinated reactor temperature, ethylene feed rate, hydrogen-to-ethylene ratio, and catalyst injection to achieve new grade targets as rapidly and cleanly as possible.
Results: Transition time for critical grade changes was reduced by 35–50%. Off-grade production fell by 60%, recovering an estimated $5 million per year in product value. The MPC used an inferential melt-flow index model (soft sensor) updated by laboratory samples to estimate real-time polymer quality — eliminating the 2-hour analysis lag that had previously made the process nearly uncontrollable during transitions.
DCS Interface: Native Yokogawa CENTUM VP integration via internal data bus. MPC executes within the DCS environment — no external server required.
CASE 03
Coal-Fired Power Plant Boiler Optimization — Asia Pacific
Industry: Power Generation | Technology: Neural Network APC + MPC
A 1,000 MW coal-fired power station in South Korea implemented a neural-network-based APC solution to optimize combustion and steam generation across its four boiler units. Coal quality varied constantly with each delivery, and the plant was required to follow a rapidly fluctuating load dispatch curve while meeting strict NOₓ and SOₓ emission limits. The APC managed 18 inputs (air flow dampers, burner tilts, fuel distribution, sootblowing sequences) and 12 outputs (steam temperature, pressure, O₂ concentration, NOₓ, efficiency).
Results: Heat rate (fuel efficiency) improved by 1.8% — approximately $3.5 million per year in reduced coal consumption. NOₓ emissions fell by 22%, helping the plant avoid regulatory penalties. The neural network model was retrained automatically every two weeks using recent operating data, ensuring the APC adapted to changing coal properties without manual intervention.
DCS Interface: OPC UA to ABB 800xA DCS. APC server polls 140 process variables every 30 seconds; writes optimizer outputs every 60 seconds.
CASE 04
Pharmaceutical Bioreactor Control — European Drug Manufacturer
Industry: Pharmaceuticals | Technology: MPC + PAT
A European biologics manufacturer deployed APC on a 10,000-liter fed-batch bioreactor producing a monoclonal antibody (mAb). The bioreactor environment — controlling dissolved oxygen, pH, agitation speed, temperature, and glucose feed rate — directly determines cell viability, growth rate, and ultimately the titer (concentration of the target antibody). Maintaining optimal conditions across a 14-day fermentation run had historically required constant manual intervention with significant batch-to-batch variability.
Results: Average mAb titer increased by 18% across validated batches, with batch-to-batch variability reduced by 55%. The APC used Raman spectroscopy as an inline PAT sensor to estimate glucose and lactate in real time, allowing MPC to feed glucose precisely to maintain optimal metabolic state. Fewer batch failures translated to over $20 million per year in additional product value from existing reactor capacity.
DCS Interface: Emerson DeltaV DCS with native APC module. Raman analyzer integrated via OPC UA. FDA 21 CFR Part 11 compliant audit trail for all APC set-point writes.
CASE 05
Cement Kiln Optimization — African Cement Producer
Industry: Cement | Technology: Expert System APC + Fuzzy Logic MPC
A large cement producer in South Africa applied APC to its two 5,000-tonne-per-day dry-process rotary kilns. The cement kiln is notoriously difficult to control: it has extremely long time constants (30–90 minutes), significant measurement delays, and is subject to raw material composition changes that operators cannot detect until clinker quality has already degraded. The APC combined a fuzzy logic expert model (encoding operator heuristics) with an MPC layer managing kiln feed rate, kiln speed, fuel flow, and secondary air temperature.
Results: Kiln availability (uptime) improved from 88% to 94.5%, yielding an additional 115,000 tonnes of clinker per year. Specific fuel consumption fell by 4.2% — substantial given that fuel represents 30–40% of total cement production costs. Free lime variability in clinker (the primary quality indicator) was reduced by 48%, enabling tighter cement strength control and reducing the need for costly over-grinding.
DCS Interface: Siemens PCS 7 DCS with OPC DA connection to dedicated APC server (ABB Expert Optimizer). Free lime prediction model updated hourly from laboratory XRF analyzer readings via LIMS integration.
06 —
Key Takeaways
Advanced Process Control is not a single technology but an ecosystem of tools — MPC, inferential controls, expert systems, soft sensors, and real-time optimization — that work together to extract maximum value from industrial processes. The common thread is model-based, predictive thinking: using mathematical knowledge of how a process behaves to make better decisions in advance, rather than responding to deviations after they occur.
Its integration with Distributed Control Systems through open standards like OPC ensures that APC adds intelligence without compromising the reliability and safety of the regulatory control layer. The DCS remains the authority on process safety; APC is the strategic brain that continuously optimizes within the safe operating space the DCS enforces.
3–5×
Typical ROI payback period in months
40–60%
Average reduction in process variability
1–5%
Typical energy and throughput gain
Looking ahead, the convergence of APC with Industrial AI — machine learning for soft sensing, reinforcement learning for controller adaptation, and cloud-based model maintenance — is redefining what “advanced” process control means. Yet the foundational principle remains unchanged: the best process control is the control that knows where the process is going before it gets there.